
冷蔵低クロムモリブデンダクタイル鋳鉄ロールに及ぼす焼鈍温度の影響
鋳造工程の影響を受け、冷蔵低クロムモリブデンダクタイル鋳鉄ロールは鋳造時の鋳造応力が比較的大きいため、応力除去焼鈍処理が必要です。 実践により、応力緩和焼鈍温度は鋳造応力緩和の程度に影響を与えるだけでなく、ロールの構造と性能にも影響を与えることが示されています。
電力周波数誘導電気炉を使用して溶鉄を精錬し、底注注プロセスを使用して、ロール作業面の直径は288mmで、組成を表1に示します。旋盤を使用して厚さ20mm、幅40mm(半径方向の寸法)を切断します。 )圧延された冷却層からのリング。 リングをいくつかのサンプルに切断し、それらをさまざまな温度で焼きなましおよび熱処理した後、金属組織構造と硬度を観察しました。
図1は、ロールカットリングの外側(コールドタイプの近く)とカットリングの内側(ロールコアの近く)の金属組織構造を示しています。 図1aと図1bは、ロールの鋳造時の構造がパーライト、レーデブライト、炭化物であることを示しています。 接線リングの外側の炭化物の量が多く、パーライトの量が少なく、接線リングの内側の炭化物の量が少なく、パーライトの量が多い。 。 この試験では、図600cおよび図4dに示すように、焼鈍温度が1°Cに達し、保持時間が1時間であっても、ロール構造に明らかな変化がないことが示されています。

(a)外側にキャストしたとき(b)内側にキャストしたとき
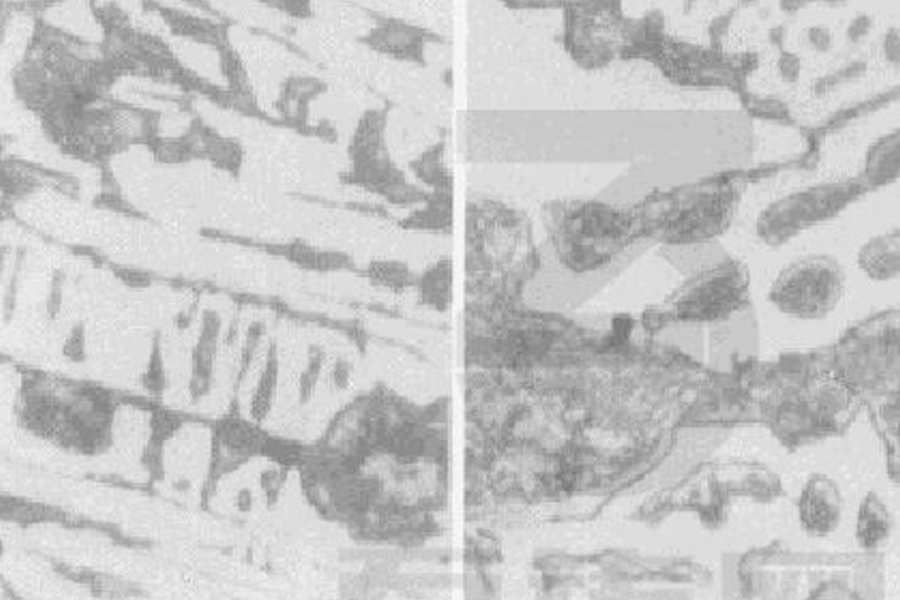
(c)600℃×4時間の熱処理後の外側(d)600℃×4時間の熱処理後の内側
図1ロール金属組織構造
図2は、鋳造状態およびさまざまな熱処理後のロール加工層のカットリングのさまざまな位置での硬度を示しています。 この図は、ロールの硬度がカッティングリングの外側から内側に向かって徐々に減少していることを示しています。 熱処理後、ロールの硬度は低下し、熱処理温度の上昇とともに硬度の低下が大きくなります。 熱処理温度が600℃に達すると、硬度が大幅に低下します。 ロールの硬度に関するお客様のご要望に応じて、400℃の焼きなまし温度を選択して製造しています。

議論
熱処理後のロール硬度の低下は、1つの要因によるものです。 600つは、炭化物の分解など、熱処理中に金属組織構造が変化することです。 図1によると、熱処理温度が3℃に達しても、ロール構造に大きな変化はありません。 この結果は、フェロアロイの状態図[XNUMX]と一致しています。 ロール硬度の低下は、金属組織の変化によるものではないことがわかります。 XNUMXつ目は、合金元素が均一に拡散し、熱処理プロセス中、つまり微細構造の変化によって過飽和度が低下することです。 この要因の影響を判断するために、実験では、さまざまな熱処理後の炭化物とパーライトの微小硬度を測定しました(図XNUMXを参照)。 測定結果は、パーライトと炭化物の微小硬度が熱処理後にさまざまな程度に減少することを示しています。 この現象は、ロールの巨視的な硬度の低下につながるはずです。 XNUMXつ目は、鋳造応力の緩和によるロールの巨視的硬度の低下です。
まとめ
冷却された低クロムモリブデンダクタイル鋳鉄ロールが焼鈍され、600°C未満で熱処理された後、金属組織構造は大きく変化しませんが、巨視的な硬度は低下します。 熱処理温度が450℃未満の場合、共硬度はほとんど低下せず、熱処理温度が600℃を超える場合、硬度はさらに低下します。 巨視的硬度が低下する理由は、微小硬度の低下と鋳造応力の排除です。
転載のためにこの記事の出典と住所を保管してください: 冷蔵低クロムモリブデンダクタイル鋳鉄ロールに及ぼす焼鈍温度の影響
ミンゲ ダイカスト会社 高品質で高性能な鋳造部品の製造と提供に専念しています(金属ダイカスト部品の範囲は主に含まれています 薄肉ダイカスト,ホットチャンバーダイカスト,コールドチャンバーダイカスト)、ラウンドサービス(ダイカストサービス、CNCの機械化,金型製作、表面処理)。カスタムのアルミニウムダイカスト、マグネシウムまたはザマック/亜鉛ダイカスト、およびその他の鋳造要件については、お問い合わせください。

ISO9001とTS16949の管理下で、すべてのプロセスは、ブラスターからウルトラソニック洗濯機に至るまで、何百もの高度なダイキャスティングマシン、5軸マシン、およびその他の設備を介して実行されます。経験豊富なエンジニア、オペレーター、検査官のチームがお客様の設計を実現します。

ダイカストの委託製造業者。 機能には、0.15ポンドからのコールドチャンバーアルミニウムダイカスト部品が含まれます。 6ポンドまで、クイックチェンジセットアップ、および機械加工。 付加価値サービスには、研磨、振動、バリ取り、ショットブラスト、塗装、メッキ、コーティング、組み立て、および工具が含まれます。 使用する材料には、360、380、383、413などの合金が含まれます。

亜鉛ダイカスト設計支援/コンカレントエンジニアリングサービス。 精密亜鉛ダイカストのカスタムメーカー。 ミニチュア鋳造、高圧ダイカスト、マルチスライドモールド鋳造、従来のモールド鋳造、ユニットダイおよび独立ダイカスト、およびキャビティシール鋳造を製造することができます。 鋳物は、最大24インチインチ+/- 0.0005インチの公差で長さと幅で製造できます。

ISO 9001:2015年にダイキャストマグネシウムの認定メーカー。機能には、最大200トンのホットチャンバーと3000トンのコールドチャンバーの高圧マグネシウムダイカスト、工具設計、研磨、成形、機械加工、粉末および液体塗装、CMM機能を備えたフルQAが含まれます。 、組み立て、梱包、配送。

ITAF16949認定済み。 追加の鋳造サービスが含まれます インベストメント鋳造,砂型鋳造,重力鋳造, ロストフォームキャスティング,遠心鋳造,真空鋳造,永久鋳型鋳造、。機能には、EDI、エンジニアリング支援、ソリッドモデリング、および二次処理が含まれます。

鋳造業 部品のケーススタディ:車、バイク、航空機、楽器、船舶、光学機器、センサー、モデル、電子機器、エンクロージャー、時計、機械、エンジン、家具、ジュエリー、ジグ、テレコム、照明、医療機器、写真機器、ロボット、彫刻、音響機器、スポーツ機器、工具、おもちゃなど。
次に何ができるでしょうか?
∇ホームページに移動 ダイカスト中国
By ミンゲダイカストメーカー |カテゴリ: 役立つ記事 |材料 タグ: アルミ鋳造, 亜鉛鋳造, マグネシウム鋳造, チタン鋳造, ステンレス鋼鋳造, 真ちゅう鋳造,ブロンズ鋳造,キャスティングビデオ,会社の歴史,アルミダイカスト |コメントオフ







